

The burgeoning handspinning community of the early 1970s faced an existential crisis: without prepared fiber to spin, the movement would sputter and die. While a handful of now-household names had just begun making spinning wheels, fiber-prep tools were still rare and hard to come by. In 1972, my father began importing handcards from Finland and Sweden, but the supply was limited to a dozen pair every couple of months.
The carding cloth on these handcards had a split-hide leather foundation that was not nearly as durable as today’s canvas and rubber combination. As such, they wore out quickly, which is why many older handcards have “R” and “L” designation to indicate which hand to use them in. Using these cards in the wrong hand, or worse, lending them to someone else, would “hog out” the holes in the leather foundation, which would loosen the teeth and quickly lead to the cloth’s demise.
After a lengthy search, my father found a source for carding cloth made in the United States and began making handcards and drumcarders of his own design. The rest, as they say, is history, as over the past 50-plus years, our family has made a half-million pairs of handcards and tens of thousands of drumcarders. Along the way, we have learned a thing or two about the most important part of many fiber-prep tools: the carding cloth.
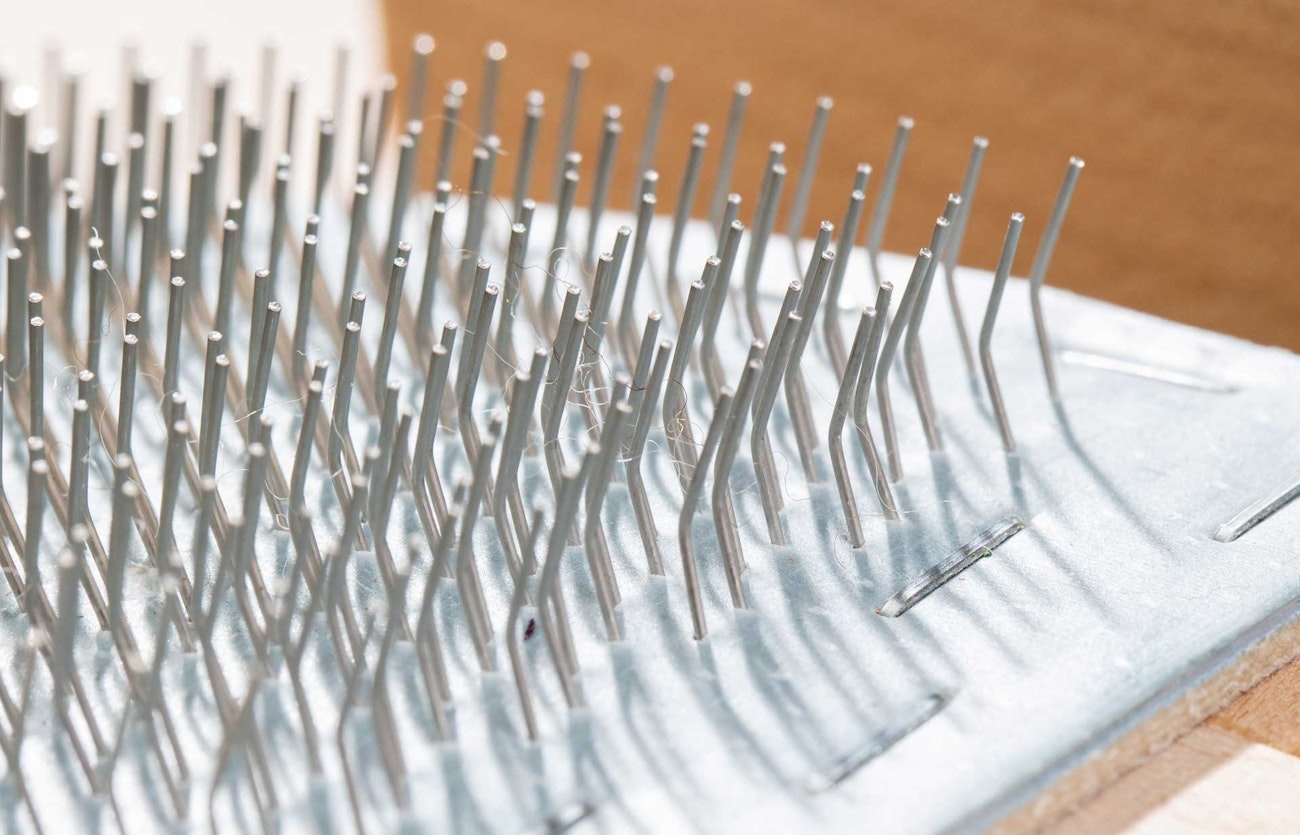
 A close-up look at the teeth, which are made of round or oval wire from alloy or carbon steel
A close-up look at the teeth, which are made of round or oval wire from alloy or carbon steel
Flexible carding cloth is the technical term for the mass of tiny metal teeth covering the business end of handcards, drumcarders, and similar tools. More simply referred to as carding cloth but sometimes called card clothing, it is also used in myriad industries that are not textile related. Scrubbing the inside of gas and oil pipelines, straining the skins out of tomato juice, and raising the nap on paint rollers and carpets are just some of the numerous applications. Accordingly, it is possible to order carding cloth made to a wide variety of specifications.
A Closer Look
Carding cloth is made of two components: foundation and teeth. The foundation is the base that holds the teeth in place. It is composed of multiple plies of woven white cotton canvas bound to a layer of vulcanized rubber. The number of plies or layers of canvas varies from two to six depending on the application. In the fiber-arts industry, vulcanized rubber is typically blue, gray, or red. Like most rubber products, this vulcanized layer has a limited lifetime, which can vary from a few years to a couple of decades depending on the quality of rubber used and how the item is stored. Subjecting carding cloth to heat and differing levels of humidity will speed up the aging process; tools with carding cloth should be stored in a climate-controlled environment. When this rubber layer dries out and becomes brittle, the teeth will start to pull through the carding cloth and end up in the fiber being processed.
 A detail of the foundation reveals white cotton canvas bound to a layer of gray vulcanized rubber.
A detail of the foundation reveals white cotton canvas bound to a layer of gray vulcanized rubber.
The teeth are made of round or oval wire from alloy or carbon steel. Wire diameter and teeth per inch (tpi) are chosen to fit each application, but we mostly see 72 to 120 tpi in the fiber arts, with wire diameter decreasing as tpi increases. To make the teeth, wire is drawn out to length, clipped, and bent into a U-shaped staple. The staple is driven through the foundation at a predetermined angle and, if required, the knee (bend in the teeth) is formed by an anvil. The foundation is advanced a few millimeters to the left, right, or down the line, and the process is repeated ad infinitum. Although one operator can oversee several machines at the same time, the manufacture of carding cloth is still a time-intensive and slow process. When a roll that is long enough to stretch the entire length of a football field has been created, it is cut off from the machine and a new roll is started.
Sheet vs. Fillet
There are two styles of carding cloth: sheet and fillet. Sheet cloth is made from one “sheet” of foundation that is the correct width to cover a handcard, flicker, blending board, or the drum of a drumcarder. Sheet cloth is made with teeth covering the majority of the cloth but with margins on the edges and at specified intervals where there are no teeth. The sheet is then cut at these intervals, creating a perfectly sized pad that is ready for installation. While sheet cloth is ideal for hand tools such as flickers, Lock Pops, handcards, and blending boards, it tends to create nepps in very fine fibers when installed on a drumcarder.
 Sheet cloth installed on a Clemes & Clemes flick card
Sheet cloth installed on a Clemes & Clemes flick card
Fillet carding cloth is made of narrow foundation that is 1 to 2 inches in width. This is the style of cloth used in production carders in fiber mills and happens to be the only style this author uses in the production of his own drumcarders. Fillet cloth receives teeth from edge to edge, then goes through an additional grinding process, which sharpens each tooth to a point. Once installed on a drum, the sharpened points of the fillet allow for precision adjustment of the carder and greatly reduce or eliminate the creation of nepps in the carding process. The additional steps in creating and installing fillet do make it relatively expensive compared to sheet cloth, which is why it is only used on high-end drumcarders and in carding mills.
 Fillet cloth installed on a Clemes & Clemes drumcarder. Photo by Roy Clemes
Fillet cloth installed on a Clemes & Clemes drumcarder. Photo by Roy Clemes
Flexible carding cloth is no longer made in the United States and is available from only a handful of manufacturers in Europe and China. It has been replaced in some carding mills by metallic card clothing, which is essentially a band-saw blade on edge. While this style of carding cloth reduces maintenance and lasts longer in a textile mill, it is not suitable for the type of hand-operated tools found throughout the fiber-arts industry. As the use of metallic card clothing gains traction, it will become harder to find manufacturers of carding cloth made specifically for the fiber-arts community. Just as before, we will handle that existential crisis when we get there.
The next time you pick up a flicker or walk by a drumcarder, take a closer look at the carding cloth. See if you can pick out the nearly two dozen different specifications that went into creating it for that exact purpose. A millimeter here, a couple of degrees there, and that carding cloth could have spent its working life in a rug-hooking frame or removing excess fur from a beloved family pet.
This article was first published in Spin Off Fall 2023.
Also, remember that if you are an active subscriber to Spin Off magazine, you have unlimited access to previous issues, including Fall 2023. See our help center for the step-by-step process on how to access them.
Roy Clemes grew up in his family’s woodshop and is the younger half of the Clemes & Clemes duo, making innovative, generational fiber-art equipment in the San Francisco Bay Area. C&C is known throughout the world for the thoughtfulness of their designs and quality of their craftsmanship. They regularly consult and instruct spinners, felters, fiber producers, and professional fiber artists in the art of fiber preparation. Roy is also the president of Lambtown Festival, the largest sheep and wool event in California.